Podstawowe parametry spawania migomatem
25.11.2023

Opis podstawowych parametrów spawania spawarką typu migomat.
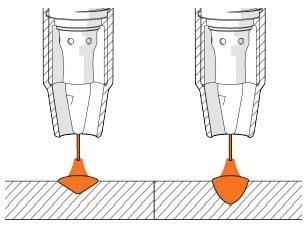
Wyjściowy prąd spawania (I) i prędkość podawania drutu
- Prąd spawania ma bezpośredni wpływ na wtapianie,
- Jest on też wprost proporcjonalny do prędkości podawania drutu,
- Jednocześnie jest odwrotnie proporcjonalny do długości wolnego wylotu drutu. To znaczy, że wzrost odległości powoduje spadek prądu, a spadek odległości przekłada się na wzrost prądu.
Napięcie łuku (U)
- Napięcie łuku ma bezpośredni wpływ na długość łuku i tryb przenoszenia materiału,
- Podczas spawania spawarką typu migomat za regulację napięcia łuku odpowiada źródło prądu,
- Napięcie na zaciskach odnosi się do napięcia pomiędzy zaciskami źródła prądu (+ i –),
- Napięcie łuku odnosi się do zmierzonego, rzeczywistego napięcia łuku. Jest ono niższe niż napięcie na stykach o straty w kablach,
- Strata napięcia na kablach może sięgać nawet kilku woltów (V),
- Zależy ona od długości i pola przekroju kabli, a także od liczby połączeń kabli,
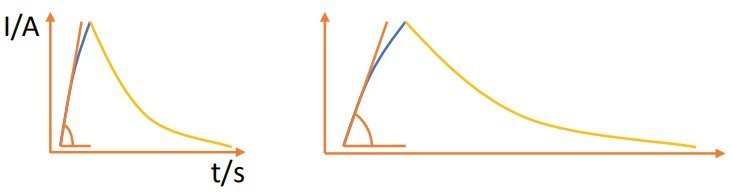
Dynamika łuku (indukcyjność)
- Parametr ten służy do sterowania indukcyjnością źródła prądu, która wpływa na zwarcia podczas spawania łukiem zwarciowym,
- Indukcyjność wpływa na wzrost prądu podczas zwarcia w łuku oraz jego ponowne zajarzenie,
- Regulacja dynamiki łuku pozwala kontrolować częstotliwość zwarć, temperaturę i odpryski podczas spawania łukiem zwarciowym.
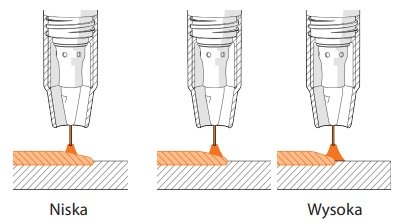
Charakterystyka niskiej indukcyjności :
- wysoka częstotliwość zwarć,
- łuk twardy,
- zimny łuk,
- stabilny łuk,
- więcej odprysków,
- CO2 jako gaz osłonowy do spawania stali.
Charakterystyka wysokiej indukcyjności :
- niska częstotliwość zwarć,
- łuk miękki,
- ciepły łuk,
- mniejsza stabilność,
- mniejsza ilość odprysków,
- mieszanka gazów osłonowych do spawania stali.
Prędkość spawania (v)
- Dotyczy prędkości przesuwania uchwytu spawalniczego podczas spawania migomatem,
- Wpływa ona na profil spoiny, wtapianie i ilość wprowadzanego ciepła,
- Instrukcje WPS określają dopuszczalny zakres prędkości spawania,
- Standardowa jednostka miary to mm/ min.
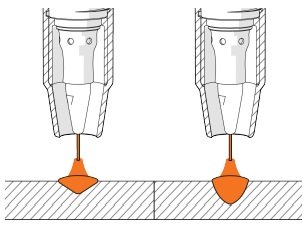
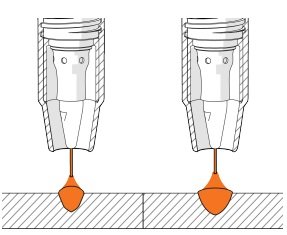
Odległość końcówki prądowej od elementu spawanego
- Odległość końcówki prądowej od elementu spawanego podawana jest w milimetrach,
- Parametr ten wpływa na prąd spawania, wtapianie, osłonę gazu i – w niektórych przypadkach – na stabilność łuku,
- Instrukcje WPS określają dopuszczalny zakres odległości końcówki prądowej od elementu spawanego.
- Funkcja spawalnicza WisePenetration+ Kemppi utrzymuje stały prąd spawania niezależnie od zmiany odległości końcówki prądowej od elementu spawanego,
- Funkcja reaguje na nierówny ruch uchwytu i utrzymuje stałe wtapianie, nawet jeśli odległość się zmienia.
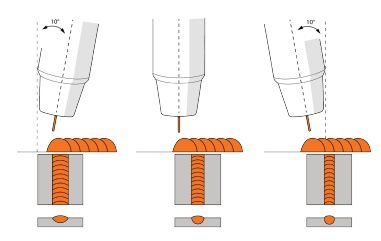
Sposób przesuwania uchwytu MIG
- Uchwyt spawalniczy migomatu można prowadzić nachylony pod kątem 0–15° w stosunku do kierunku jego przesuwania – w tył (ciągnięcie) lub w przód (pchanie). Zbyt ostry kąt uchwytu sprawia, że gaz osłonowy niewystarczająco chroni jeziorko spawalnicze, które staje się podane na utlenianie i zanieczyszczenie.
- Wystawienie jeziorka spawalniczego na działanie ciśnienia łuku ma też wpływ na profil jeziorka i wtapianie.
- Przykład: podczas spawania cienkich blach i wykonywania spoiny doczołowej zaleca się pchanie uchwytu, dlatego że mniejsze wtapianie zmniejsza ryzyko przepalenia materiału spawanego.
Przedstawiamy Ci spawarkę Ideal Tecno Mig 205, której innowacyjne funkcje zapewniają maksymalną wygodę i efektywność.
Moc i wydajność
Zasilany

Kemppi Master M 205 – profesjonalne spawanie pulsem
Stal czarna, nierdzewka, aluminium – do każdego materiału trzeba podejść inaczej. Ale dobry sprzęt nie pyta, co dziś

Spawarka Kemppi Master M 355 – Twoja droga do perfekcyjnych spoin! Dzięki zaawansowanym funkcjom, takim jak WiseFusion i Touch Sense Ignition, oraz cyfrowo

Po prostu najlepszy kompaktowy półautomat spawalniczy z pulsem i podwójnym pulsem w swojej klasie.
Magnum MIG 224 Dual Puls Synergia to

2090.00
zł
Wyobraź sobie, że spawanie staje się czymś znacznie więcej niż tylko pracą - staje się pasją. Spawarka migomat Spartus EasyMig 215 to niezawodne narzędzie, które pozwala Ci

2199.00
zł