Pierwsza na świecie spawarka TIG z podwójnym pulsem

Nowy proces spawania TIG z podwójnym impulsem łączy parametry i zalety dwóch różnych metod spawania impulsowego prądem stałym.
Dzięki skupionemu łukowi znacznie wzrasta szybkość spawania, co oznacza mniejszą ilość wprowadzanego ciepła oraz mniej deformacji. Podwójny impuls przynosi wiele innych korzyści w obszarze poprawy wydajności i jakości. Obecnie wydajność spawania TIG jest niska, dlatego istnieje silna potrzeba jej zwiększenia. Nowy proces spawania TIG z podwójnym impulsem został opracowany jako uzupełnienie spawarek Kemppi z serii MasterTig – umożliwia spawanie elektrodą wolframową stali i innych materiałów wymagających prądu stałego zgodnie z najnowszymi wymaganiami.
Coraz większa presja, aby poprawiać wydajność pracy, może w niektórych przypadkach podawać w wątpliwość zasadność stosowania spawarek TIG.
Tradycyjnie najwięcej uwagi poświęcano usprawnianiu czynności dodatkowych, wykonywanych na potrzeby prac spawalniczych, dzięki czemu spawacz mógł skupić się wyłącznie na spawaniu. Na przestrzeni ostatnich kilku lat próbowano też zastąpić spawanie TIG procesami wykonywania spoin graniowych spawarkami MIG/MAG (np. Kemppi WiseRoot+). Do pewnego stopnia to się powiodło, choć nowych metod nie można wykorzystać we wszystkich zastosowaniach.
Opracowano różne wersje procesów spawalniczych mające na celu poprawę wydajności oraz, w niektórych przypadkach, jakości spawania TIG. Na przestrzeni ostatnich lat stworzono szereg metod spawania impulsowego. Dostępne są zarówno techniki z impulsem nieukształtowanym o częstotliwości ok. 1 Hz, jak i z impulsem ukształtowanym o częstotliwości mierzonej w kilohercach. Te procesy spawania impulsowego zwiększają nie tylko wydajność, lecz przede wszystkim jakość. Choć tak naprawdę wzrost wydajności jest zwykle niewielki lub odczuwalny jedynie w określonych aplikacjach. Wraz z premierą nowej serii spawarek MasterTig Kemppi wprowadziła na rynek pierwszy na świecie proces spawania TIG z podwójnym impulsem, który przynosi użytkownikom szereg korzyści, zarówno w zakresie jakości, jak i wydajności.
Podczas spawania TIG z podwójnym impulsem stosowane są jednocześnie impulsy ujemnego prądu stałego o niskiej częstotliwości (0,2–30 Hz) oraz wysokiej częstotliwości (100–400 Hz). Charakterystykę prądową w tym procesie przedstawiono na ilustracji 1. Ponieważ parametry impulsów o wysokiej częstotliwości są określane na podstawie nastaw gotowego programu spawania, spawacz nie musi ich modyfikować. Jednocześnie parametry impulsu niskiej częstotliwości można regulować, choć ustawienia fabryczne są odpowiednie do zastosowań ogólnych.
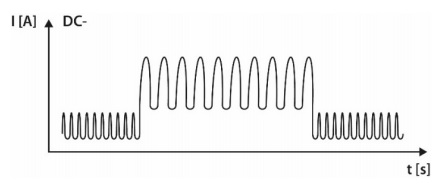
Ilustracja 1. Charakterystyka prądowa podczas spawania TIG z podwójnym impulsem.
W ramach testów przeprowadzonych z użyciem spawania zmechanizowanego i ręcznego korzyści płynące ze stosowania nowego procesu porównano do efektów konwencjonalnych procesów spawania impulsowego TIG (z niską i wysoką częstotliwością impulsu). Test spawania zmechanizowanego odbył się na złączu kątowym 1+1 mm wykonanym w stali kwasoodpornej (316L) w pozycji PA oraz złączu pachwinowym 3+3 mm wykonanym w niestopowej stali konstrukcyjnej (S355) w pozycji PB. Podczas testów spawania ręcznego spawacze wykonali różne spoiny na różnych materiałach o różnej grubości.
W obu testach spawania zmechanizowanego najwyższą szybkość spawania uzyskano przy podwójnym impulsie. W przypadku złączy kątowych szybkość spawania w porównaniu do spawania impulsem o niskiej częstotliwości była większa nawet o 30%. Wynika to z tego, że podczas spawania podwójnym impulsem impuls o wysokiej częstotliwości powoduje skupienie łuku, dzięki czemu można go precyzyjniej kierować na spoinę kątową. Na ilustracji nr 2 pokazano, że w przeciwieństwie do węższego łuku uzyskiwanego podczas spawania TIG z podwójnym impulsem, szerszy łuk powstający podczas spawania impulsowego o niskiej częstotliwości nie stapia właściwie narożnika przy wyższej prędkości spawania (450 mm/min).

Ilustracja 2. Spoiny testowe: konwencjonalny impuls o niskiej częstotliwości (po lewej) oraz impuls o wysokiej częstotliwości (po prawej); prędkość spawania: 450 mm/min, prąd spawania: 30 A. Wąski i stabilny łuk w procesie z podwójnym impulsem dobrze sprawdził się przy tej prędkości spawania. Natomiast spoina wykonana prądem impulsowym o niskiej częstotliwości impulsu jest prawie całkowicie otwarta.
W teście wyższą prędkość spawania uzyskano przy impulsie o wyższej częstotliwości. W przypadku stali kwasoodpornej metoda z podwójnym impulsem pozwoliła uzyskać najlepszy kolor. W teście ze spoiną pachwinową proces spawania z podwójnym impulsem pozwolił pracować z prędkością o 30% wyższą niż w przypadku pojedynczego impulsu o wysokiej częstotliwości. W przeciwieństwie do spoiny kątowej najwyższą prędkość spawania uzyskano przy impulsie o niskiej częstotliwości, ponieważ najważniejszym czynnikiem decydującym o szybkości spawania spoiny pachwinowej jest chwilowa wysoka moc przesuwająca jeziorko do przodu. Zmechanizowane testy wykazują, że głównym czynnikiem decydującym o tym, jaka częstotliwość przynosi więcej korzyści, jest typ złącza.
Proces z podwójnym impulsem wykorzystuje oba typy impulsów, dlatego też łączy zalety dwóch różnych procesów. Za sprawą impulsu o wysokiej częstotliwości łuk w trybie z podwójnym impulsem jest wąski, sztywny i precyzyjny. Co więcej, tymczasowa wysoka moc generowana przez impuls o niskiej częstotliwości zwiększa płynność jeziorka spawalniczego, co przekłada się na wyższą prędkość spawania niektórych spoin (np. pachwinowych lub zakładkowych). Podczas testów ze spawaniem ręcznym wykazano natomiast, że chwilowy spadek mocy w przypadku impulsu o niskiej częstotliwości może pomóc w krzepnięciu jeziorka spawalniczego, co poprawia właściwości spoiny podczas spawania pozycyjnego. Spawarka TIG z serii MasterTig zmienia oblicze spawania impulsowego, do tej pory nie było możliwości wykorzystania jednocześnie dwóch różnych impulsów.
Ponieważ spawanie z podwójnym impulsem łączy zalety impulsów o niskiej i wysokiej częstotliwości, proces ten jest przeznaczony do różnych zastosowań. Można go użyć w przypadku większości prac wymagających spawania TIG prądem stałym, ale najlepiej sprawdza się w przypadku:
- spawania cienkich blach,
- spoin pachwinowych i złączy narożnych,
- spoin o wysokich walorach estetycznych (ilustracja 3),
- stali nierdzewnej,
- metali wymagających małej ilości wprowadzonego ciepła (np. stali o podwyższonej wytrzymałości, duplex lub superaustenitycznych),
- trudnych do spawania metali niezależnych zwykle spawanych prądem stałym, np. tytanu.
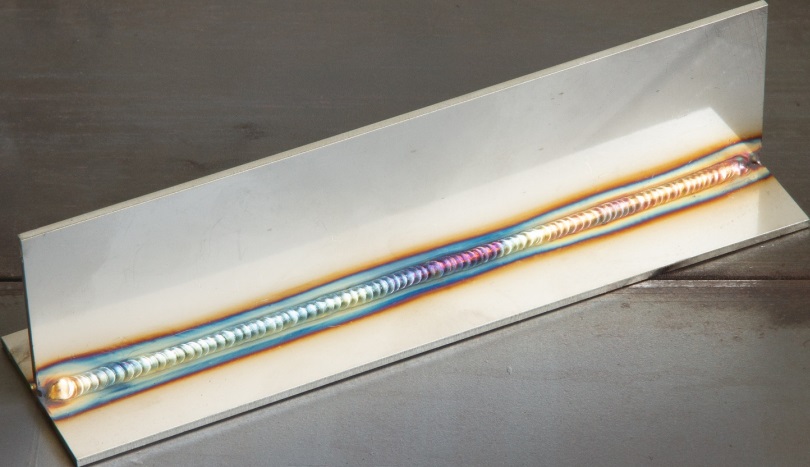
Ilustracja 3. Spoina pachwinowa w stali kwasoodpornej (316L) o grubości 2,5 mm wykonana w pozycji PB metodą TIG z podwójnym impulsem.

Spawanie z podwójnym impulsem jest łatwe, szczególnie w przypadku spawaczy doświadczonych w pracy metodą TIG, ponieważ nie wymaga regulacji zbyt wielu parametrów. Zwykle metodą tą można pracować bez wcześniejszej praktyki. Nowy proces może przynieść następujące korzyści:
- wąski i stabilny łuk, który łatwo jest nakierować na narożnik,
- wyższa prędkość spawania niż w przypadku konwencjonalnych procesów TIG,
- niższy prąd spawania,
- większa tolerancja dla nierównego odstępu rowka w porównaniu do konwencjonalnych procesów TIG,
- spójna jakość spoin sczepnych,
- lepsze dostosowanie do wymagań spawania pozycyjnego niż w przypadku standardowych procesów TIG,
- doskonała estetyka spoin,
- możliwość uzyskania zróżnicowanego wtapiania.
Opracowany przez Kemppi proces spawania TIG z podwójnym impulsem to nowa metoda pracy z elektrodą wolframową, która pozwala uzyskać lepszą jakość i wydajność spawania prądem stałym w porównaniu do spawania impulsowego TIG. Jego główne zalety to: wyższa prędkość spawania, mniejsza ilość wprowadzanego ciepła i poprawa estetyki spoin. A ponieważ nowa metoda wykorzystuje dwa typy impulsów, charakteryzuje się szerszym zakresem zastosowań niż tradycyjne metody spawania impulsowego TIG. Proces ten nie tylko oferuje liczne korzyści, lecz także jest intuicyjny i nie wymaga testowania pod kątem odpowiednich parametrów ani uprzedniej praktyki. Spawarka Kemppi z podwójnym impulsem pozwala maksymalnie wykorzystać potencjał spawania prądem stałym elektrodą wolframową.