Procesy specjalne w spawarkach Kemppi
Firma Kemppi stała się wiodącym producentem na rynku spawalniczym, ponieważ zawsze pozostała wierna swoim podstawowym zasadom. Idea, która przyświecała od zawsze wszystkim konstruktorom Kemppi to dostarczenie spawarki wyróżniającej się przede wszystkim trwałością oraz precyzją łuku, która zapewni najlepszą kontrolę nad jeziorkiem spawalniczym. Efektem tych starań są najnowsze procesy MAX , wspomagające spawaczy podczas wykonywania najtrudniejszych i najbardziej wymagających spoin.

MAXcool to specjalnie zaprojektowany proces spawania łukiem zwarciowym MIG, przeznaczony do łączenia cienkich blach w zakresie grubości od 1 do 3 mm lub wykonywania grani. Stworzony głównie dla zwykłych drutów stalowych oraz nierdzewnych ale sprawdza się doskonale również podczas lutospawania drutami CuSi a nawet CuAl.
Zastosowanie procesu MAXcool pozwoli na zredukowanie nawet o 32% ilości wprowadzanego ciepła w spawany materiał w porównaniu do tradycyjnego łuku zwarciowego czy impulsowego.
Dzięki doskonałej stabilności i kontroli nad jeziorkiem spawalniczym w połączeniu z zakosowym ruchem, odznacza się większą tolerancją na duże szczeliny podczas spawania graniowego.
Dodatkowe zalety procesu MAXcool :
- mniejsza ilość odprysków,
- dobre właściwości w spawaniu w pozycjach wymuszonych.
https://www.kemppi.com/en-US/offering/family/max-cool/

MAXspeed to proces spawania impulsowego MIG o niskiej amplitudzie i wysokiej częstotliwości, który zwiększa prędkość spawania nawet do 70% w porównaniu z tradycyjnymi procesami spawania łukiem pulsującym lub natryskowym. Mimo znacznie większej prędkości cały czas zachowana jest doskonała kontrola łuku i jeziorka.
MAXspeed działa tylko w zakresie łuku natryskowego, nie można go zastosować do niskich prędkości podawania drutu.
Funkcja współpracuje z najczęściej używanymi drutami spawalniczymi :
- lity FE
- FE z rdzeniem metalicznym,
- lity nierdzewny.
Cechy w skrócie :
- doskonała kontrola nad jeziorkiem spawalniczym i stabilność również przy dużych prędkościach 1000 mm/min i więcej,
- maksymalizuje prędkość spawania i minimalizuje energię liniową,
- ogranicza negatywne skutki obecności pól magnetycznych w materiale podstawowym, które normalnie powodują zakłócenia łuku spawalniczego.

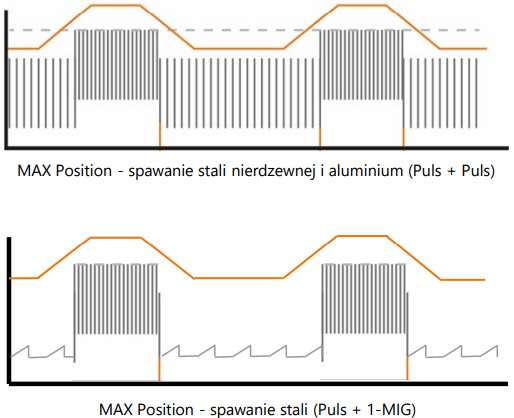
MAXposition to proces spawania MIG zoptymalizowany pod kątem wykonywania pionowych złączy pachwinowych o grubości blachy 4 - 12 mm. Działa w cyklach wysokiej i niskiej mocy spawania, zapewniając jednocześnie odpowiednią penetrację i chłodzenie jeziorka.
Funkcja współpracuje z najczęściej używanymi drutami spawalniczymi :
- lity FE,
- FE z rdzeniem metalicznym,
- lity nierdzewny,
- AlMg5.
- automatyczne przełączanie między dwoma wstępnie ustawionymi poziomami mocy i procesami spawania w celu uzyskania doskonałej spoiny,
- można łączyć dwa procesy spawania, na przykład Puls + 1-MIG lub Puls + Puls w zależności od materiału podstawowego (Al, Ss lub Fe),
- przy zwiększaniu lub zmniejszaniu grubości materiału (można zmieniać w odstępach co 0,5 mm) jednocześnie zmieniane są dwa poziomy mocy.
https://www.kemppi.com/en-US/offering/family/max-position/
