Ostrzenie elektrod wolframowych

Elektroda wolframowa to kluczowy element wykorzystywany w procesie spawania metodą TIG (spawanie łukowe w osłonie gazów obojętnych). Wykonana jest z wolframu, który charakteryzuje się bardzo wysoką temperaturą topnienia (ponad 3 400°C) oraz doskonałą przewodnością elektryczną. Elektroda wolframowa jest nietopliwa, co oznacza, że nie topi się podczas spawania, ale przewodzi prąd elektryczny, tworząc łuk spawalniczy, który stapia materiał bazowy.
Dlaczego zaleca się używanie ostrzałek do elektrod wolframowych?
Używanie specjalistycznych ostrzałek do elektrod wolframowych ma kilka istotnych zalet:
- Precyzja ostrzenia: profesjonalne ostrzałki zapewniają równomierne i dokładne ostrzenie, co jest kluczowe dla uzyskania stabilnego łuku spawalniczego i wysokiej jakości spoiny.
- Zachowanie osiowego kierunku ostrzenia: ostrzałki pozwalają na precyzyjne ostrzenie w osiowym kierunku, co zapewnia skupiony łuk i głębszą penetrację, co jest szczególnie ważne w bardziej wymagających zastosowaniach.
- Ochrona granic ziarna: specjalistyczne ostrzałki minimalizują ryzyko uszkodzenia granic ziarna w materiale elektrody, co może prowadzić do pęknięć i osłabienia elektrody podczas spawania.
- Powtarzalność procesu: ostrzałki gwarantują powtarzalność ostrzenia, co jest kluczowe dla zachowania spójnej jakości spoin w dłuższym okresie.
- Bezpieczeństwo i wygoda: używanie ostrzałek jest bezpieczniejsze i wygodniejsze w porównaniu do ręcznych metod ostrzenia, takich jak szlifierki , które mogą być trudne do kontrolowania i mogą prowadzić do nierównego ostrzenia.
Jeśli nie masz dostępu do profesjonalnego urządzenia do ostrzenia elektrod wolframowych, nie martw się! Mamy dla Ciebie kilka wskazówek, które pomogą Ci osiągnąć najlepsze rezultaty przy ostrzeniu elektrod w domowych warunkach:
Kierunek ostrzenia: ostrz elektrodę wolframową wzdłuż jej osi, nigdy w poprzek. Oznacza to, że należy trzymać elektrodę tak, aby była równoległa do kamienia szlifierskiego. Ostrzenie wzdłużne pomaga uzyskać lepszy i bardziej stabilny łuk.
Kąt ostrzenia: standardowy kąt ostrzenia dla większości aplikacji wynosi od 20 do 30 stopni. Dla cieńszych materiałów i niższych prądów można użyć ostrzejszego kąta, a dla grubszych materiałów i wyższych prądów bardziej stępionego kąta.
Długość ostrzenia zależy od najczęściej stosowanej wartości prądu spawania:
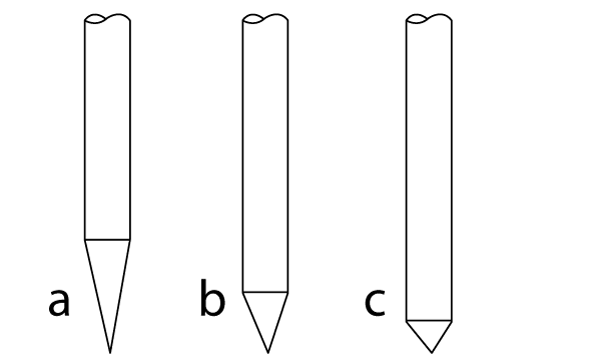
a) niski prąd spawania
b) średni prąd spawania
c) wysoki prąd spawania
Podczas spawania TIG prądem zmiennym (AC/DC) temperatura końcówki elektrody może przekraczać temperaturę topnienia elektrody. Dlatego też o właściwym doborze średnicy elektrody pod kątem danego prądu spawania świadczy kształt końcówki elektrodowej.
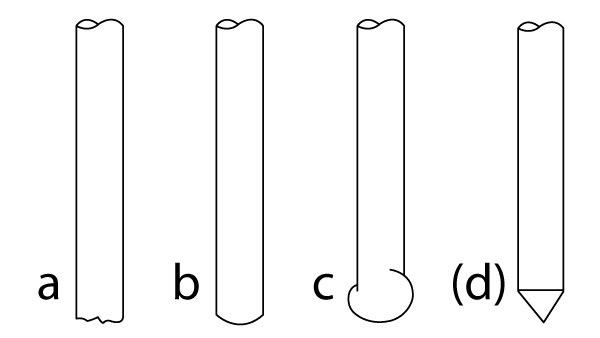
a) Zbyt niski prąd spawania lub zbyt duża średnica elektrody. Łuk jest niestabilny i skierowany do elementu spawanego.
b) Odpowiedni prąd spawania.
c) Zbyt wysoki prąd spawania w stosunku do wybranej średnicy.
d) W przypadku niektórych zastosowań wymagających spawania TIG prądem zmiennym można delikatnie zaostrzyć elektrodę (d). To ułatwia kontrolę kierunku łuku spawalniczego oraz wielkości jeziorka.


