Główne wady i niezgodności spawalnicze II
Proces spawania polega na łączeniu materiałów poprzez ich nagrzewania i topienie w miejscu łączenia z dodaniem lub bez dodania materiału dodatkowego czyli tak zwanego spoiwa. Efektem tego procesu jest spoina i nią w tym artykule się zajmiemy a konkretnie omówimy główne wady i niezgodności wraz z podaniem możliwych przyczyn i zapobieganiem ich powstania.
Na początek trzeba rozróżnić wadę od niezgodności spawalniczej. Wadą spoiny jest niespełnienie określonych oczekiwań ustalonych przed procesem spawania do tego stopnia iż powoduje to jej dyskwalifikację i konieczna jest jej naprawa. Natomiast niezgodność spawalnicza to pewna niedoskonałość złącza, która nie musi powodować dyskwalifikacji spoiny o ile nie przekracza norm granicznych.
Główne wady spawalnie :
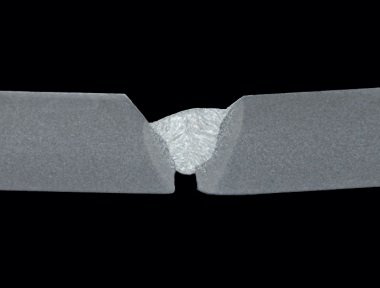
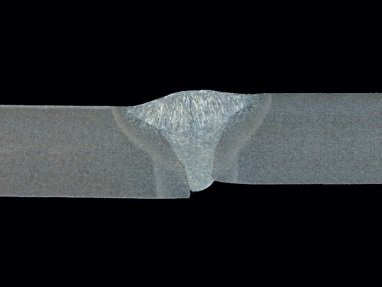
- brak przetopu,
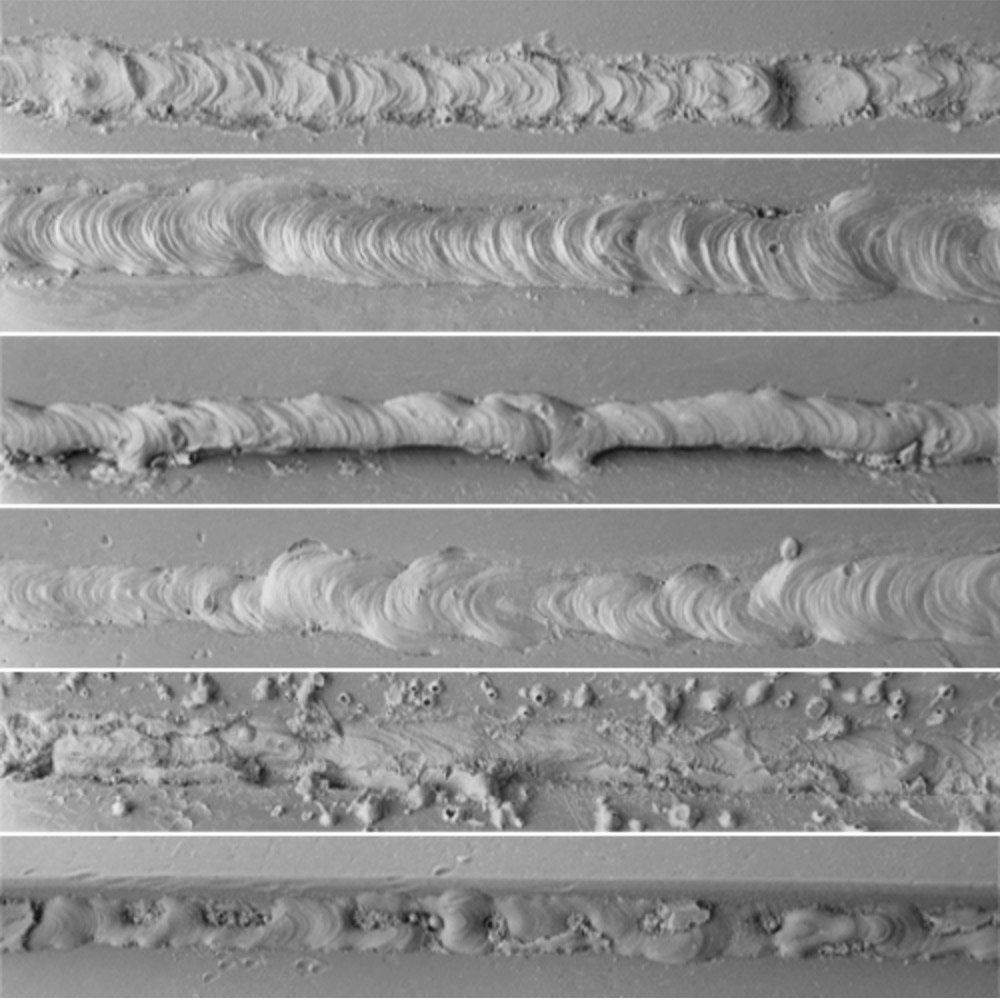
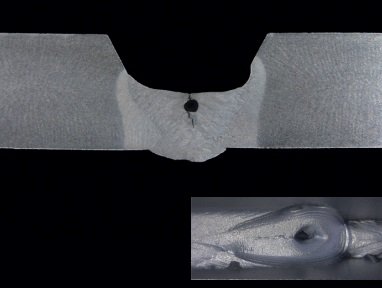
- porowatość,
- wtrącenia zużli,
- podtopienie,
- nadmierna asymetria spoiny pachwinowej,
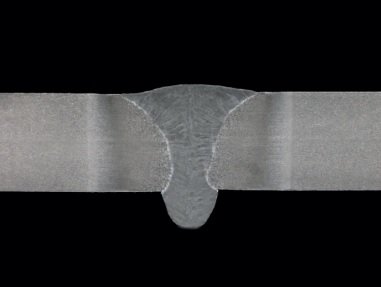
- nadmiar metalu spoiny,
- nadmierna penetracja,
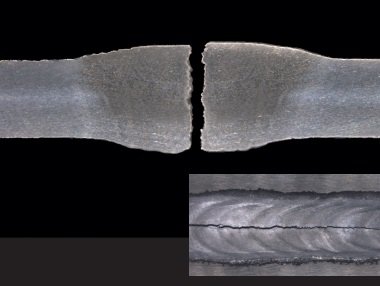
- pęknięcia (np. na gorąco),
- brak penetracji,
- przesunięcie brzegów,
- pęknięcia kraterów i kratery z wgłębieniami,
- odpryski.
| Możliwe przyczyny | Zapobieganie |
| Zbyt duża energia liniowa dostarczana do złącza | Zmniejsz ilość energii liniowej |
| Zbyt duża szczelina | Stosuj mniejszą szczelinę |
| Zbyt mała wysokość progu | Zwiększ wysokość progu |
| Możliwe przyczyny | Zapobieganie |
| Zbyt mała szerokość względem głębokości spoiny | Upewnij się, że stosunek szerokości do głębokości spoiny wynosi ponad 1 przy stali niestopowej / ponad 1,5 przy stali nierdzewnej |
| Wysokie naprężenia ze względu na dużą rozszerzalność cieplną | Stosuj techniki przygotowania krawędzi spawanych i spasowania złączy zapewniające zminimalizowanie naprężeń spawalniczych |
| Wysoka zawartość węgla w spoinie | Stosuj materiał dodatkowy o niskiej zawartości węgla |
| Błędny materiał dodatkowy | Stosuj właściwy materiał dodatkowy |
| Segregacja zanieczyszczeń do środka spoiny | Wybierz materiał podstawowy z mniejszą ilością zanieczyszczeń |
| Możliwe przyczyny | Zapobieganie |
| Wadliwie zaprojektowane lub źle przygotowane złącze | Zwiększ odstęp rowka lub zmniejsz wysokość progu |
| Nadmierna długość łuku | Stosuj krótszy łuk/zmniejsz napięcie spawania |
| Zbyt duża średnica elektrody | Stosuj mniejszą elektrodę |
| Nadmierna prędkość spawania | Zmniejsz prędkość spawania |
| Zbyt niska energia liniowa | Zwiększ wielkość energii liniowej |
| Możliwe przyczyny | Zapobieganie |
| Niewłaściwe spasowanie złącza przed spawaniem | Prawidłowo spasuj spawane elementy |
| Odkształcenia podczas spawania | Sztywno połącz ze sobą spawane elementy i stosuj prawidłową kolejność spawania |
| Pękanie spoin sczepnych podczas spawania | Wykonuj spoiny sczepne zgodnie z zasadami |
| Niewłaściwa tolerancja podzespołów spawalniczych | Sprawdź tolerancje |
| Możliwe przyczyny | Zapobieganie |
| Nieprawidłowa technika podczas kończenia spawania | Zakończ spawanie poprzez przeniesienie łuku lekko wstecz lub w rowek spawalniczy |
| Natychmiastowe krzepnięcie dużego jeziorka spawalniczego po zgaszeniu łuku | Stopniowo zmniejszaj prąd spawania, aby zredukować rozmiar jeziorka |

| Możliwe przyczyny | Zapobieganie |
| Nieodpowiednie parametry spawania | Dostosuj parametry spawania |
| Zbyt długi łuk/zbyt wysokie napięcie spawania | Stosuj krótszy łuk/zmniejsz napięcie spawania |
| Zanieczyszczenia na krawędziach spawanych materiału lub materiale dodatkowym, np. rdza | Zeszlifuj brzegi spawanego materiału i zastosuj czysty materiał dodatkowy |
| Magnetyczne ugięcie łuku | Zmień położenie zacisku masy / spawaj w kierunku zacisku / skieruj elektrodę/uchwyt w kierunku ugięcia łuku |


