Przy spawaniu elektrodą otuloną można wykorzystać pulsacyjny prąd spawania

W ciągu ostatnich kilkudziesięciu lat wraz z wdrażaniem coraz wydajniejszych procesów, takich jak spawanie metodą MIG/MAG, które podbija przemysł spawalniczy, coraz rzadziej stosuje się spawanie elektrodą otuloną (MMA). Dlatego większość producentów sprzętu spawalniczego skoncentrowała się głównie na spawaniu metodą MIG/MAG, a nie na spawaniu elektrodą otuloną, i wprowadziła nowe funkcje, których opracowanie umożliwiło rozwój nowych technologii źródeł prądu. Na przykład spawanie impulsowestosowane w migomatach MIG/MAG jest szeroko stosowane od kilkudziesięciu lat, ale już zastosowanie podobnego pulsowania prądu spawania w przypadku procesu MMA jest oferowanych przez zaledwie kilka urządzeń. Funkcja pulsacyjna może być szeroko stosowana w różnych zastosowaniach spawania elektrodą otuloną.
W pulsacyjnym spawaniu elektrodą otuloną prąd spawania zmienia się między dwoma poziomami, z częstotliwością wybraną przez użytkownika.
Te dwa poziomy natężenia prądu zostały wybrane w taki sposób, aby oba pozostawały w odpowiednim zakresie roboczym elektrody, gdy średni prąd jest ustawiony blisko środka zakresu roboczego. W praktyce oznacza to, że niższe natężenie prądu wynosi 70% wyższego natężenia prądu, a użytkownik nie musi regulować proporcji. Aby jeszcze bardziej uprościć proces regulacji, została także ustawiona stała wartość stosunku czasu trwania tych poziomów natężenia prądu.
Wyższe natężenie prądu jest utrzymywane przez 40% całego cyklu. Poza tym zasada działania jest identyczna, jak w przypadku zwykłego spawania elektrodą otuloną. Różnica polega na zmianach poziomu natężenia prądu. Rysunek 1 ilustruje zasady pulsacyjnego spawania elektrodą otuloną.
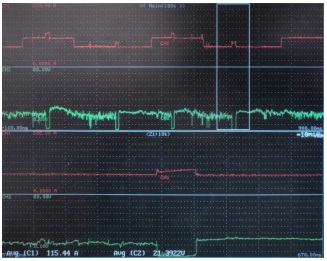
Rysunek 1. Zachowanie się prądu spawania (kolor czerwony) i napięcia łuku (kolor zielony) podczas spawania impulsowego elektrodą zasadową 3,2 mm przy średnim natężeniu 115 A i częstotliwości 2,5 Hz. Wyższy poziom impulsu wynosi 140 A, natomiast dolny 98 A. Dolne krzywe są powiększeniem obramowanego obszaru górnych krzywych i pokazują zachowanie podczas zwarcia.
W graficznym interfejsie spawarki Kemppi Master 315 funkcja spawania impulsowego MMA i jej podstawowe parametry są wyraźnie wyświetlane na jednym ekranie, jak pokazano na Rysunku 2. Można regulować parametry, obracając potencjometr na panelu sterowania. Możliwa jest regulacja tylko dwóch parametrów: prądu spawania i częstotliwości impulsów. Pozostałe parametry są wyświetlane wyłącznie w celach informacyjnych. Zasadę procesu opisanego powyżej zilustrowano za pomocą grafiki.
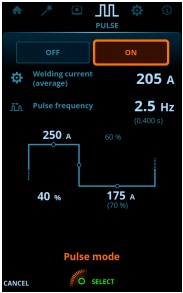
Rysunek 2. Widok pulsacyjnego procesu MMA w interfejsie użytkownika spawarki Kemppi Master 315.
Funkcja pulsacyjnego procesu MMA urządzenia Master 315 została zoptymalizowana pod kątem elektrod zasadowych, ale nadaje się do stosowania z niemal wszystkimi typami elektrod.
Możliwość swobodnego regulowania częstotliwości pozwala korzystać z tej funkcji we wszystkich rodzajach aplikacji spawalniczych. Z testów przeprowadzonych w laboratorium spawalniczym wynika, że pulsacyjne spawanie elektrodą otuloną jest najlepsze do spawania w pozycjach wymuszonych (rys. 3), pachwinowego i graniowego.
W przypadku spawania w pozycjach wymuszonych niższy poziom natężenia prądu pomaga schłodzić jeziorko spawalnicze, co z kolei poprawia możliwość jego kontrolowania. Spawanie pachwinowe umożliwia osiągnięcie większej szybkości lub stosowania niższego średniego natężenia prądu, co z kolei zmniejsza dopływ ciepła, redukując odkształcenia.
W przypadku spawania grani łatwiej uzyskać jednolity efekt, ponieważ wyższy poziom natężenia prądu powoduje mieszanie jeziorka spawalniczego, zmniejszając ślady błędów powstających podczas spawania ręcznego.
Ponadto wyższe natężenie prądu pozwala na uzyskanie gładszych połączeń. Oprócz tych specyficznych dla danego zastosowania korzyści, pulsacyjne spawanie elektrodą otuloną ma następujące ogólne zalety w porównaniu z konwencjonalnym spawaniem elektrodą otuloną:
- utrzymanie stałej prędkości posuwu jest łatwe, ponieważ częstotliwość impulsów wyznacza tempo spawania,
- mniejsza liczba odprysków,
- powierzchnia spoiny jest gładsza (przy wysokiej częstotliwości impulsów),
- żużel łatwiej odpada.

Rysunek 3. Złącze pachwinowe wykonane w pozycji okapowej metodą spawania impulsowego MMA (pozycja spawania PD). Materiał podstawowy stal konstrukcyjna S355 5 mm i materiał dodatkowy elektroda zasadowa 3,2 mm. Natężenie prądu 130 A i częstotliwość impulsów 1,5 Hz. Liczba rozprysków jest minimalna, biorąc pod uwagę zastosowanie spawania.
Choć spawanie elektrodą otuloną jest uważane za stosunkowo łatwy proces spawania, można go usprawnić lub dostosować, aby lepiej spełniał wymagania konkretnych aplikacji spawalniczych. Niewiele urządzeń do spawania posiada funkcje poprawiające proces spawania elektrodą otuloną. Nowa funkcja zastosowana w spawarkach inwertorowych MMA spawania pulsacyjnego firmy Kemppi została zaprojektowana z myślą o łatwości użytkowania.
Zapewnia ona dodatkowe opcje w wielu różnych zastosowaniach spawania elektrodą otuloną, umożliwiając poprawę wydajności procesu, jakości złącza lub po prostu ułatwia pracę spawaczowi.