Podstawowe parametry spawania migomatem
25.11.2021

Opis podstawowych parametrów spawania spawarką typu migomat.
Wyjściowy prąd spawania (I) i prędkość podawania drutu
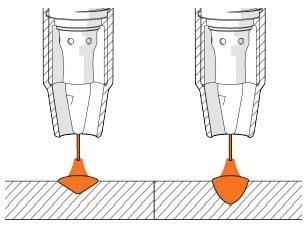
- Prąd spawania ma bezpośredni wpływ na wtapianie,
- Jest on też wprost proporcjonalny do prędkości podawania drutu,
- Jednocześnie jest odwrotnie proporcjonalny do długości wolnego wylotu drutu. To znaczy, że wzrost odległości powoduje spadek prądu, a spadek odległości przekłada się na wzrost prądu.
Napięcie łuku (U)
- Napięcie łuku ma bezpośredni wpływ na długość łuku i tryb przenoszenia materiału,
- Podczas spawania spawarką typu migomat za regulację napięcia łuku odpowiada źródło prądu,
- Napięcie na zaciskach odnosi się do napięcia pomiędzy zaciskami źródła prądu (+ i –),
- Napięcie łuku odnosi się do zmierzonego, rzeczywistego napięcia łuku. Jest ono niższe niż napięcie na stykach o straty w kablach,
- Strata napięcia na kablach może sięgać nawet kilku woltów (V),
- Zależy ona od długości i pola przekroju kabli, a także od liczby połączeń kabli,
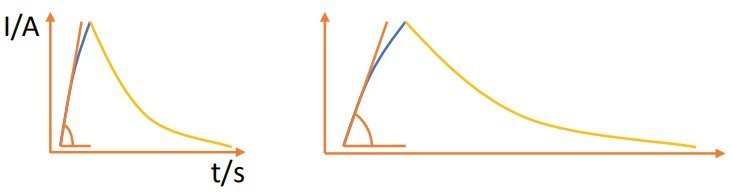
Dynamika łuku (indukcyjność)
- Parametr ten służy do sterowania indukcyjnością źródła prądu, która wpływa na zwarcia podczas spawania łukiem zwarciowym,
- Indukcyjność wpływa na wzrost prądu podczas zwarcia w łuku oraz jego ponowne zajarzenie,
- Regulacja dynamiki łuku pozwala kontrolować częstotliwość zwarć, temperaturę i odpryski podczas spawania łukiem zwarciowym.
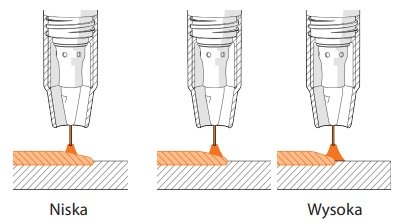
Charakterystyka niskiej indukcyjności :
- wysoka częstotliwość zwarć,
- łuk twardy,
- zimny łuk,
- stabilny łuk,
- więcej odprysków,
- CO2 jako gaz osłonowy do spawania stali.
Charakterystyka wysokiej indukcyjności :
- niska częstotliwość zwarć,
- łuk miękki,
- ciepły łuk,
- mniejsza stabilność,
- mniejsza ilość odprysków,
- mieszanka gazów osłonowych do spawania stali.
Prędkość spawania (v)
- Dotyczy prędkości przesuwania uchwytu spawalniczego podczas spawania migomatem,
- Wpływa ona na profil spoiny, wtapianie i ilość wprowadzanego ciepła,
- Instrukcje WPS określają dopuszczalny zakres prędkości spawania,
- Standardowa jednostka miary to mm/ min.
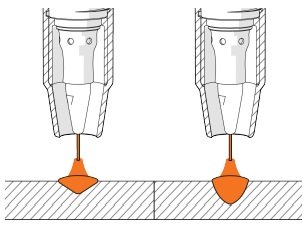
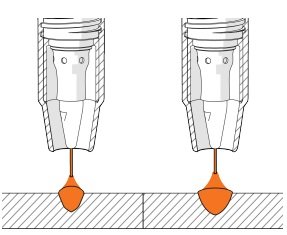
Odległość końcówki prądowej od elementu spawanego
- Odległość końcówki prądowej od elementu spawanego podawana jest w milimetrach,
- Parametr ten wpływa na prąd spawania, wtapianie, osłonę gazu i – w niektórych przypadkach – na stabilność łuku,
- Instrukcje WPS określają dopuszczalny zakres odległości końcówki prądowej od elementu spawanego.
- Funkcja spawalnicza WisePenetration+ Kemppi utrzymuje stały prąd spawania niezależnie od zmiany odległości końcówki prądowej od elementu spawanego,
- Funkcja reaguje na nierówny ruch uchwytu i utrzymuje stałe wtapianie, nawet jeśli odległość się zmienia.
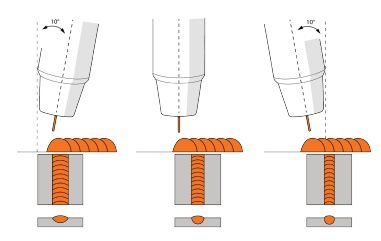
Sposób przesuwania uchwytu MIG
- Uchwyt spawalniczy migomatu można prowadzić nachylony pod kątem 0–15° w stosunku do kierunku jego przesuwania – w tył (ciągnięcie) lub w przód (pchanie). Zbyt ostry kąt uchwytu sprawia, że gaz osłonowy niewystarczająco chroni jeziorko spawalnicze, które staje się podane na utlenianie i zanieczyszczenie.
- Wystawienie jeziorka spawalniczego na działanie ciśnienia łuku ma też wpływ na profil jeziorka i wtapianie.
- Przykład: podczas spawania cienkich blach i wykonywania spoiny doczołowej zaleca się pchanie uchwytu, dlatego że mniejsze wtapianie zmniejsza ryzyko przepalenia materiału spawanego.
Kompaktowa klasa półautomatów spawalniczych zdefiniowana na nowo. Kemppi MasterMig gwarantuję niespotykaną dotąd jakość, dzięki czemu spawanie to

Idealny półautomat spawalniczy to zastosowań domowych oraz warsztatowych ze sterowaniem synergicznym w bardzo atrakcyjnej cenie.
Ideal Tecno Mig

Po prostu najlepszy kompaktowy półautomat spawalniczy z pulsem i podwójnym pulsem w swojej klasie.
Magnum MIG 224 Dual Puls Synergia to
